 发布时间:2025-09-17
发布时间:2025-09-17
 浏览次数:10121
浏览次数:10121
 发布者:Admin
发布者:Admin
在全球“双碳”目标与塑料污染治理的双重驱动下,rPET(再生聚对苯二甲酸乙二醇酯)已从环保概念走向产业化落地。而支撑rPET的政策背景与市场需求的核心,支正是不断迭代的回收技术。从日常饮用的PET瓶到废弃的聚酯衣物,不同形态、不同污染程度的PET废料,需要匹配差异化的回收路径。今天,我们就从技术底层出发,先全景式拆解全球废塑料回收的主流方法,再聚焦PET专属回收技术,深入对比各类工艺的优劣势与适用场景。
— 1 —为什么回收技术是 rPET 产业的 “生命线”?
PET(聚对苯二甲酸乙二醇酯)作为全球产量第二的合成树脂,广泛应用于包装(占比约65%,如饮料瓶、食品罐)、纺织(占比约28%,如聚酯纤维衣物)、薄膜等领域。但 PET 自然降解周期长达数百年,2023年全球PET消费量超7000万吨,仅约30%被回收利用,其余或填埋、或焚烧,既造成资源浪费,又带来严重环境负担。rPET 的价值实现,完全依赖回收技术的突破:
原料端
· 传统物理回收仅能处理洁净的PET瓶片;
· 化学法、生物法可将回收范围扩展至污染严重的纤维、薄膜甚至混合废料,破解“原料短缺”瓶颈。
品质端
· 物理回收易导致PET分子链断裂,少量高品质可用于食品包装,产品多降级用于地毯、填料;
· 化学法可将PET解聚为高纯度单体,实现 “瓶到瓶”“纤维到纤维” 的高值闭环。
成本端
· 不同技术的能耗、设备投入差异显著,例如物理法投资成本仅为化学法的 1/3;
· 化学法长期可通过原料成本优势(如使用低价纤维废料)实现盈利平衡。
可以说,选择何种回收技术,直接决定了rPET的产能规模、产品等级与商业可行性。
— 2 —PET回收方法梳理:3 类主流路径,各有适用边界
塑料回收并非“一刀切”,根据工艺原理与产物形态,全球主流技术可分为物理回收、化学回收、生物回收、能量回收四大类,覆盖从低附加值降级利用到高附加值闭环循环的全场景。能量回收因为其本质是通过焚烧、气化等方式提取塑料内含能量(如转化为热能、电能或燃料),完全破坏塑料分子结构,无法实现材料循环,不符合“循环经济中材料长期留存于供应链”的核心目标,且被明确界定为“非回收/非循环范畴”的原因,不在本文讨论范围内。

一、物理法 PET 回收:当前主流,成熟但有局限
物理法是目前PET回收的主要方式,通过机械加工实现PET材料循环,不改变其分子结构,核心流程包括分选、破碎、清洗、干燥、塑化造粒等步骤。
1. 核心优势
技术成熟度高:产业链布局完善,国内外多数企业采用该技术,少数企业可做到食品级标准;成本较低:投资成本相对较低,运营成本主要集中在清洗(使用氢氧化钠、清洗剂等)和能耗;环保性较好:单位能耗低,生产1吨再生PET的碳排约0.7-1.5 吨CO2/吨PET,远低于原生PET的2.53吨CO2/吨PET。
2. 主要劣势
原料受限:仅适用于洁净的PET瓶片,且国内PET饮料包装瓶回收率已超 94%,原料进一步拓展空间有限,同时我国禁止废旧塑料进口,加剧原料供应紧张;产品降级应用多:物理回收过程中,PET分子链易断裂,力学性能下降,且产品易含杂质,多数企业只能生产填料、地毯丝等低附加值产品;循环次数有限:PET经 4-5 次物理回收后,性能退化明显,几乎无法再利用。
二、化学法 PET 回收:未来重点,潜力巨大
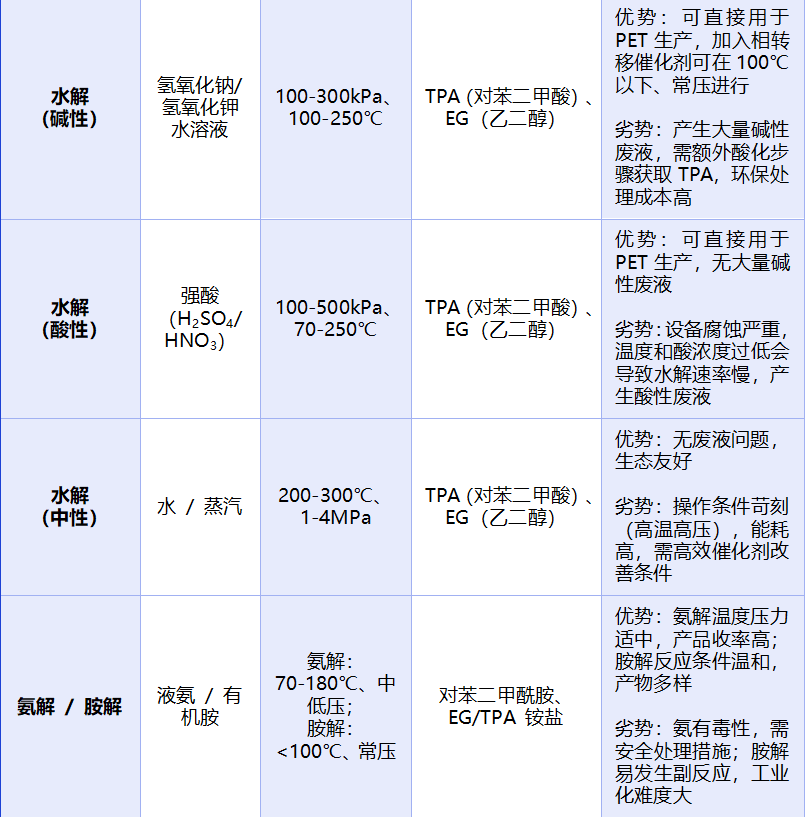
化学法通过破坏 PET 分子链上的酯键,将其转化为单体、低聚物等,再重新聚合生产rPET,可处理多种PET废料,主要包括醇解、水解、氨解、热解等路径。
1. 各路径详细解析:
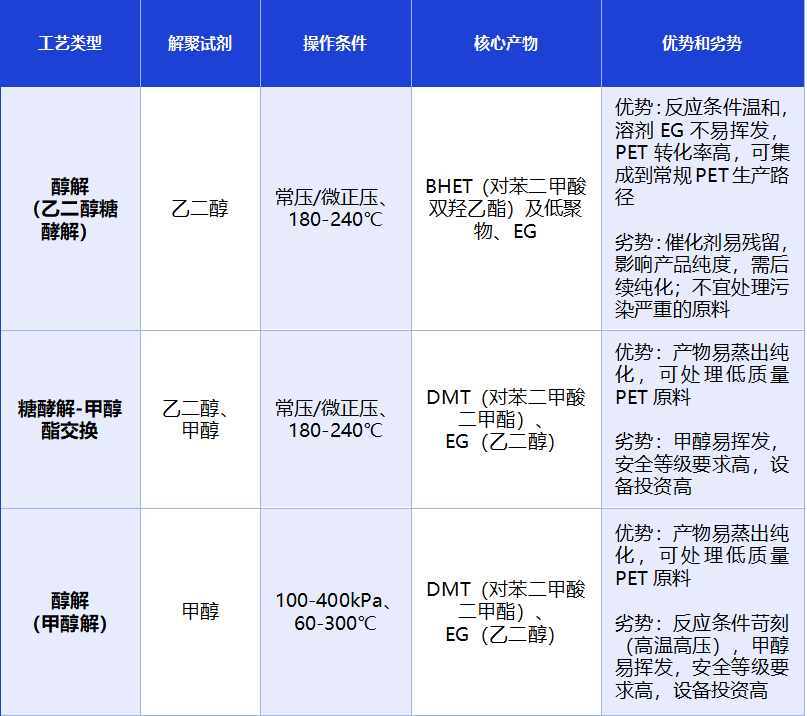
2. 化学法整体优劣势
(1)核心优势:
原料范围广:可处理PET纤维、薄膜等,突破物理法仅能处理瓶片的限制,且PET纤维废料价格较低,有助于控制成本;
产品高值化:可生产高纯度单体,rPET性能接近原生PET,可用于食品包装、高端纺织等领域;
循环潜力大:单体可无限次聚合、解聚、再聚合,实现PET的长期循环。
(2)主要挑战:
成本较高:相较物理法设备投资大,工艺流程长,纯化步骤复杂;
工程化难度大:部分工艺需高温高压,对设备要求高,系统集成与放大风险;
部分工艺环保压力大:如酸碱水解产生大量废液,处理成本高。
三、生物法PET回收:处于探索,前景可期
生物法利用PET水解酶(如IsPETase、LCC 角质酶)在温和条件(50-70℃、pH8左右)下降解PET,产生TPA和EG,目前仍处于探索、小规模示范阶段。
1. 核心优势
环保性极佳:反应条件温和,能耗低,碳减排效果明显;
原料适应性较好:可处理PET瓶、膜及混合纺织废料,无需复杂分选;
产物纯度高:酶具有定向降解性,产物纯度可达 99.5% 以上。
2. 主要劣势
反应效率低:酶解反应速率低于传统热化学过程,解聚时间通常需要数小时甚至数天,导致时空产率低,是目前规模化应用的一大瓶颈;
成本高昂:酶制剂生产需基因工程菌(如大肠杆菌、毕赤酵母),目前每吨酶成本超 10 万元,规模化应用的挑战;
工程化滞后:全球仅法国Carbios 在建5万吨/年工厂,国内处于中试示范线、实验室阶段。
— 3 —PET 三类回收技术核心指标对比

总结:PET 回收技术的选择与展望
PET 回收技术的选择需结合企业资源、原料情况及市场定位:
· 若企业以本地洁净 PET 瓶片为原料,追求短期盈利,物理法是合适选择,可聚焦纤维、普通包装等市场,同时可考虑出海布局解决原料问题。但目前整个行业已进入 “红海竞争” 阶段,原料争夺激烈、产品利润微薄,单纯依赖低价原料与低附加值产品的模式难以持续;
· 若企业具备资金和技术实力,着眼长期发展,可布局化学法、生物酶法,通过规模化降低成本,瞄准高附加值市场。